
CONTACT PERSON
Marketing :
General Manager :
Manufacturing Director :




This is a door handle of automobile. The product needs electroplating. The finish is high gloss. The material is PC+ABS with electroplating grade.

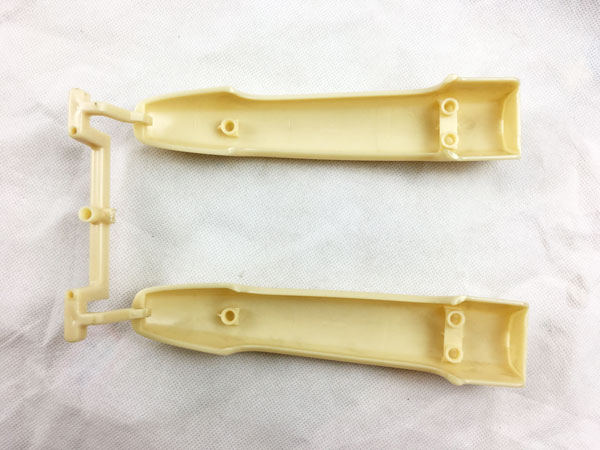
The mold was built in 2005. It is two-cavity mold. Cold runner system. The part was ejected out by round ejector pin and sleeve ejector. The finish of the cavity is very important. The steel NAK80 is used in the mold. The polishing grade is A3 (Ra0.032μm). It has high requirements not only for polishing itself but also for surface smoothness, smoothness and geometric accuracy. In order to obtain high-quality polishing effect, the most important thing is to have high-quality polishing tools and accessories such as whetstone, sandpaper and diamond grinding paste. And the choice of polishing process depends on the surface condition after the early processing, such as mechanical processing, edm, grinding and so on.

Rough polished is the first step in polishing. After milling, edm, grinding and other processes of the surface can be selected in the speed of 35,000 to 40000rpm rotary surface polishing machine or ultrasonic grinding machine for polishing. Commonly used methods include using Φ3 mm in diameter, WA# 400 wheels to remove white edm layer. Then it is grinded by hand, and the strip is added with kerosene as lubricant or coolant. The general order of use is #180~#240~#320~#400~#600~#800~#1000. Semi-polishing is second step. It mainly use sandpaper. The Numbers of sandpaper are: #400~#600~#800~#1000~#1200~#1500. Fine polishing is the final step. Fine polishing mainly USES diamond abrasive paste. The usual grinding order to get diamonds to mix together with polishing wheels is to get 9 microns (#1800) to 6 microns (#3000) to 3 microns (#8000).
Diamond abrasive paste and polishing wheels can be used to remove the hair marks on #1200 and #1500 sandpaper. The carpeting and diamond paste are then polished to the tune of 1 microns to 1/2 microns to 1 microns to 1 quarter microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns to 1 microns. The polishing process to be over 1 microns (including 1 microns) to the accuracy requirements can be carried out in a clean polishing room at the die processing workshop. For more sophisticated polishing an absolutely clean space is required. Dust, smoke, dandruff and saliva can all be discarded after hours of work to obtain a highly precise polished surface.

EMM has a project management team with fluent English in technical communication, experienced
mold design team
Copyright © 2018 Euromicron Mould Engineering Limited | All Rights Reserved