CONTACT PERSON
Marketing :
General Manager :
Manufacturing Director :

How to adjust plastic part warping deformation
With the increasing of compact and mini car, the use of plastic products developed towards lightweight volume, structure complicated. In this case, some thin wall injection products become more and more popular in the field of automobile.
Warping deformation is one of the common defects in thin wall plastic molding,because it involves the accurate prediction of buckling deformation, and would varies because of different material and shape. The warping deformation will affect the shape precision and surface quality. Once the warping deformation exceeds permissible distortion, it would be forming defects, then affect the product assembly.
Warping deformation refers to the shape of the plastic off the shape of the mold cavity. Since the warping deformation not only affect the product assembly,performance, but also affect the appearance quality of the product.Warping deformation has become one of the important indicators to assess the quality of the products.
Plastic parts warp deformation mechanism and reasons are mainly determined by the following three aspects: plastic parts structure , mold design and molding process. Due to the plastic shrinkage on flow direction is bigger than vertical, it makes warping a possible to a plastic part.
01. Mould design
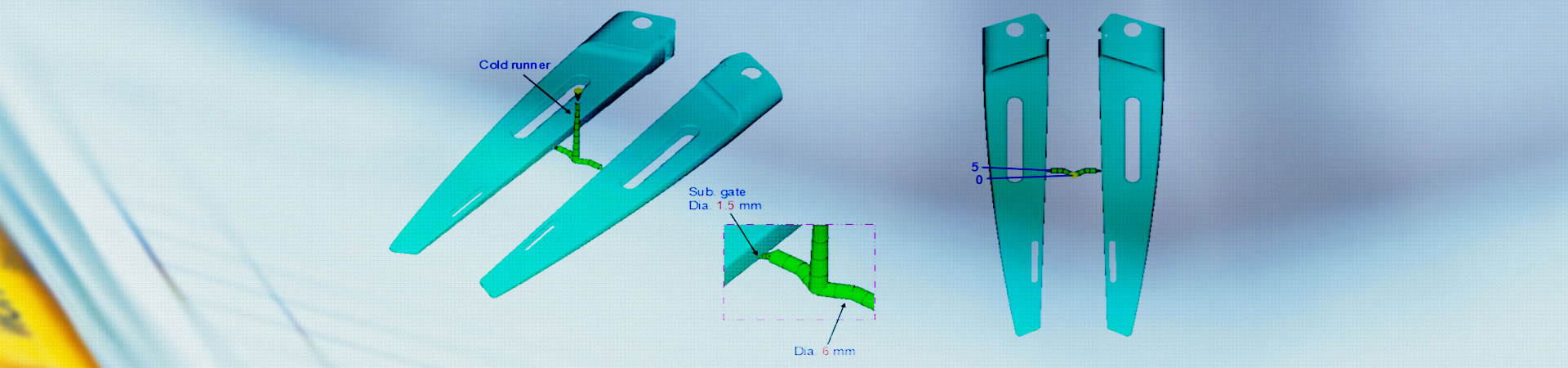
▶ Gate location is not good and quantity is not enough.
▶ Gate location and quantity not only affects the balance of flow, but also affect the volume contraction at the end of plastic filling. In order to get a more balance plastic filling and a high quality plastic part, the analysis of gate location becomes very important.
▶ Ejectors position is inappropriate and bearing is unbalanced.
02. Molding process
▶ The temperature of Mold and nozzle is too high.Only increasing temperature can enlarge the warping deformation. But if increasing the injection speed at the same time, it can reduce the rate of warping deformation.
▶ The holding pressure is too high or too fast.Improve the injection speed can make the injection time is greatly shortened, but the clamping force should be increased also; Improve the injection speed canreduce the buckling deformation. But increasing injection speed can increase the products surface shear stress in the process of forming .
▶ Injection time is too long or cooling time is too short.
03. Structure plays a most important role in warping deformation
▶ Wall thickness is not equal, some position is too thickness or too thin unequal thickness, different heat and pressure distribution and filling speed, will cause differences in shrinkage rate, resulting in parts of warping deformation and internal stress.
Key Points of Automobile Headlamp Lens Injection Mold Design
Automobile, as the main means of transportation for human, are becoming more and more popular. Meanwhile, the appearance of cars is becoming more and more diversified and the shape of headlamps is getting closer and closer to the shape of sports cars, which is very sporty. This brings new demands to the mold design. The appearance requirements of automobile lamps are high; several important parts are transparent parts, electroplated parts, etc.. It can be said that the parts with the highest appearance requirements of the automobile are the auto lamps, so the mold design and manufacture requirements are extremely high.
This article mainly focuses on some design points of the headlamp mold:
Lens molds are generally left and right lens common mode.
Moulds are large and the parting surface is complicated. Therefore, the molded part and the Plate adopt an integrated structure, that is, the fixed mould A Plate of the mold is a fixed molded part, and the movable mould B Plate is a movable molded part. The advantage of this structure is that the structure is compact, the strength and rigidity are good AND the mold volume is small, which can reduce some cumbersome processes such as opening the frame, arranging the frame and manufacturing the wedge.
▶ The temperature of Mold and nozzle is too high.Only increasing temperature can enlarge the warping deformation. But if increasing the injection speed at the same time, it can reduce the rate of warping deformation. The parting surface is smooth and flat, with no wrinkle on the constructed surface and no small facet appears (easy to knives during CNC machining, reducing the machining accuracy). Build the parting surface with the extended surface, mesh surface and the sweep surface as far as possible, or extend 10-20mm sealing surface first, then make stretching surface, transition surface and the size design of sealing surface mold. High-speed machining is required when finish machining for the lamp mold surface and the parting surface; the speed of the machine tool spindle is guaranteed to be at least 15,000 rpm.
▶ Clearance design: The width of mold parting surface is 30MM, and apart from the area of parting surface, fixed mould and movable mould should keep space 1mm. and no finish machining is needed during processing, which can reduce the processing time. Keep-space is not only for peripheral parting surface, but also the large-area parting surface. Special note: The exhaust slot is included in the width of the mold parting surface. The supporting block should be designed in a large keep-space area to ensure the uniform force of the mold and avoid the flashing when long-term production of the mold. The protruding position is designed to be chamfered, the recess is designed to be rounded, and the larger chamfers and rounded corners are designed as much as possible. While designing the keep-space of the kiss-off hole’s area, the vent hole should be designed in the fixed mould or the
movable mould to facilitate the discharge of the compressed air when the mold is closed.
▶ At present, the angle between the parting surface of the general lens and the mounting surface of the mold is very large. Many types of automobile headlamps have reached or exceeded 45º, which will cause a large lateral force when the mold is injected in the lens length direction and prone to happen side slip and the unilateral opening of the mold, thus the product produced is unevenly fused, the parallel light passing through the lens is refracted, and the assembled headlamp may not meet the detection requirements of the vehicle light line. The solution is to evenly lengthen the mold on both sides of the lens length direction, and at the same time, the fixed mould and movable mould interlocks, and the wear block is added at the position of the stop.
▶ The fixed mould and movable mould of the lens molds are all high-gloss surfaces. During the injection molding, vacuum areas are generated on both sides of the fixed mould and movable mould. The movable mould sides generally have a retracting slider, and the air enters when the mold is opened, which will make the injection parts unbalanced in force and side-turning and scrape the parts. Therefore, it is necessary to make an undercut of no more than 1 mm when necessary in the inner side of the lens circumference. The above just introduces some points of the design about the headlamp lens mold. It should be pointed out that many beginners think that the lamp molds are bilaterally symmetrical - this is a serious misunderstanding. For example, the light-emitting surface of the reflector is left and right symmetrical; it's just a symmetrical shape. In addition, the installation position of all lamp installation is consistent with each other - It must not be a mirror image relationship.

EMM has a project management team with fluent English in technical communication, experienced
mold design team
Copyright © 2018 Euromicron Mould Engineering Limited | All Rights Reserved