CONTACT PERSON
Marketing :
General Manager :
Manufacturing Director :


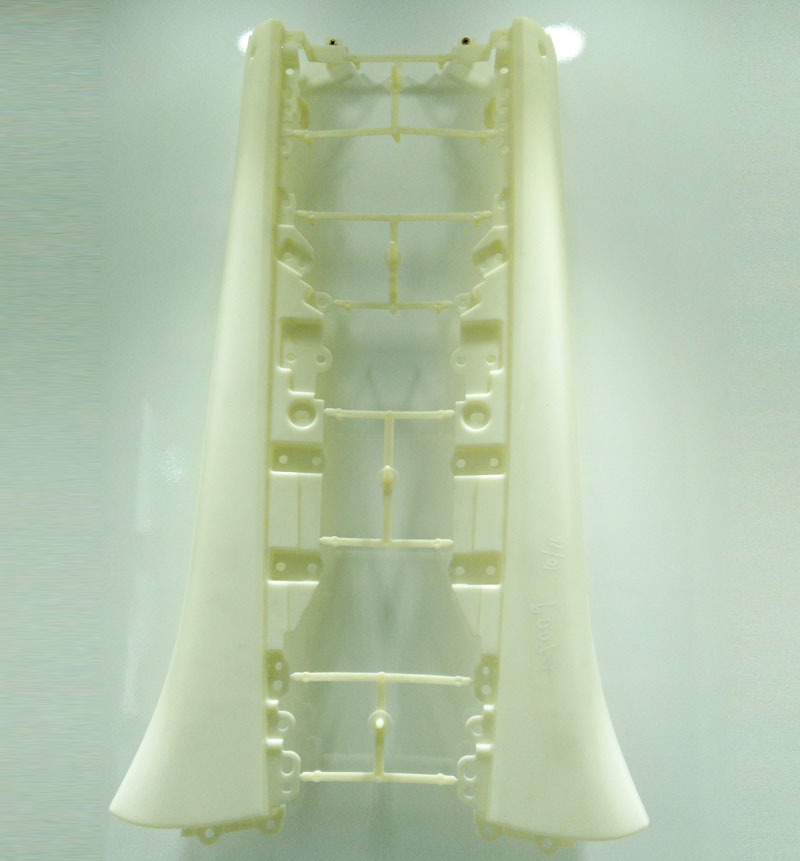
This trail mold was used to injection Auto door plastic part in different thermoplastics, such as PC/ABS blend and modified PA, elastomer-modified PC, PC/PBTP blend and modified PBTTB for a number of manufacturing companies.
The two-cavities mold for Auto door plastic part consists essentially of sprue half with the hot runner system and the ejector mold half. Pillars and bushings serve to guide the two mold halves. When the mold is closed. The mold halves are fixed relative to each other via angled surfaces and wear plates.
Gating and temperature control. The molding compound passes through a sprue bushing into the hot runner made of steel (material number 1.2311). From four heated nozzles, also of steel (material number 1.2162), it passes through cold feed channels to the various gates of the mold cavity. The gates measure 15 mm X 1.2 mm.
The hot runner manifold block is heated by cartridge heaters which are pressed against it by laterally bolted cover strips. The distributor lies in a recess of the feed-side mold plate and is pressed by the hot runner covering plate against the nozzles via spacer rings. Guide components prevent the manifold from twisting about the locating device. They also allow the manifold to expand and contract during heating and cooling. The hot runner nozzles are each centered in their locator bores in mold plate by means of three contact surfaces in such a way that they do not experience the expansion and contraction undergone by the manifold. The contact surfaces facing the manifold are convex. Transfer areas for the molding compound are sealed with steel O-rings. The ends of the hot runner nozzles on the mold side have conical bores. In this region. Their exteriors fit snugly into the mold platen to ensure good thermal conduction and thus rapid cooling of the sprue formed therein.
On mold opening, the frozen sprue separates from the hot melt in the manifold at the narrowest point of the conical bore. The nozzles are heated with heating collars. Two temperature probes are attached to each nozzle to monitor and regulate the temperature. The cartridge heaters in the manifold are arranged in seven groups, each of which is individually regulated. The cartridges have an installed rating of about 40 KW.
The melt pressure in the manifold is registered by pressure sennsor P. and that in the cavity, by sensor P. and cann therefore be used for control purposes. The temperature-control system consists of a network of bores in the two mold hales. Heat sensors T measure the temperature in the mold.
Ejection of the Auto door plastic part
When the mold opens, the molded part remains in the moving half. The sprues are also held in place by sprue pullers above the ejector pins. As soon as the stripper plates are pushed forward by the ejector of the machine, the ejector pins push the molded part along with the sprues from the mold core. On mold closing, the ejector plates and thus also the ejector pins are pushed back by ejector-plate return pins. The mold plate is supported by rolls projecting right through the ejector plates to the clamping plate.

EMM has a project management team with fluent English in technical communication, experienced
mold design team
Copyright © 2018 Euromicron Mould Engineering Limited | All Rights Reserved